Heller回流焊寬泛應(yīng)用于多種電路板焊接場(chǎng)景���,以下是一些主要的應(yīng)用領(lǐng)域:SMT(表面貼裝技術(shù))電路板:Heller回流焊是SMT工藝中的關(guān)鍵設(shè)備��,用于將集成電路�、條狀元件���、晶體管�����、電容��、電感等表面貼裝元件直接焊接在印刷電路板(PCB)的表面上�����。這種技術(shù)能夠極大縮小電子產(chǎn)品的體積,并提高電路板的集成度��。汽車(chē)電子部件電路板:隨著汽車(chē)電子化程度的提高����,Heller回流焊在汽車(chē)行業(yè)的應(yīng)用也越來(lái)越寬泛�。它用于汽車(chē)電路板焊接和零件安裝����,確保汽車(chē)電子部件的可靠性和耐久性。家用電器電路板:在家用電器行業(yè)中�����,Heller回流焊被用于各種家用電器中的電路板����、元件和焊點(diǎn)的安裝和焊接,以確保家用電器的性能和可靠性�����。
回流焊���,精確焊接�,確保焊接點(diǎn)無(wú)缺陷���,提升電子產(chǎn)品品質(zhì)���。HELLER回流焊功能
回流焊設(shè)備預(yù)熱區(qū)的溫度設(shè)置是一個(gè)關(guān)鍵參數(shù)����,它直接影響到焊接質(zhì)量和PCB(印制電路板)的熱應(yīng)力分布��。以下是對(duì)預(yù)熱區(qū)溫度設(shè)置的詳細(xì)解析:一����、預(yù)熱區(qū)溫度設(shè)置原則根據(jù)PCB和元器件特性:預(yù)熱區(qū)的溫度設(shè)置應(yīng)考慮到PCB的材質(zhì)、厚度以及所搭載元器件的耐熱性和熱容量�����。較薄的PCB或熱容量較小的元器件可能需要較低的預(yù)熱溫度�,以避免過(guò)度加熱導(dǎo)致變形或損壞。焊膏要求:不同品牌和類(lèi)型的焊膏對(duì)預(yù)熱溫度有不同的要求�。應(yīng)根據(jù)焊膏供應(yīng)商提供的推薦溫度曲線來(lái)設(shè)置預(yù)熱區(qū)溫度,以確保焊膏中的助焊劑能夠充分活化��,并減少焊接缺陷����。溫度上升速率:預(yù)熱區(qū)的溫度上升速率也是一個(gè)重要參數(shù)���,通常建議控制在較慢的速率���,以減少熱應(yīng)力和焊接缺陷�。推薦的上升速率可能在℃/秒至4℃/秒之間����,具體取決于焊接工藝的要求和PCB的復(fù)雜性。二��、預(yù)熱區(qū)溫度設(shè)置范圍預(yù)熱區(qū)的溫度設(shè)置范圍通常在80℃至190℃之間��,但具體數(shù)值可能因上述因素而有所不同���。以下是一些常見(jiàn)的設(shè)置范圍:較低范圍:80℃至130℃�,適用于較薄的PCB或熱容量較小的元器件。中等范圍:130℃至160℃�,適用于大多數(shù)標(biāo)準(zhǔn)的PCB和元器件。較高范圍:160℃至190℃����,適用于較厚的PCB或熱容量較大的元器件��。
回流焊哪家好高效精確的回流焊工藝�����,保障電子產(chǎn)品焊接質(zhì)量,提升生產(chǎn)自動(dòng)化水平��。

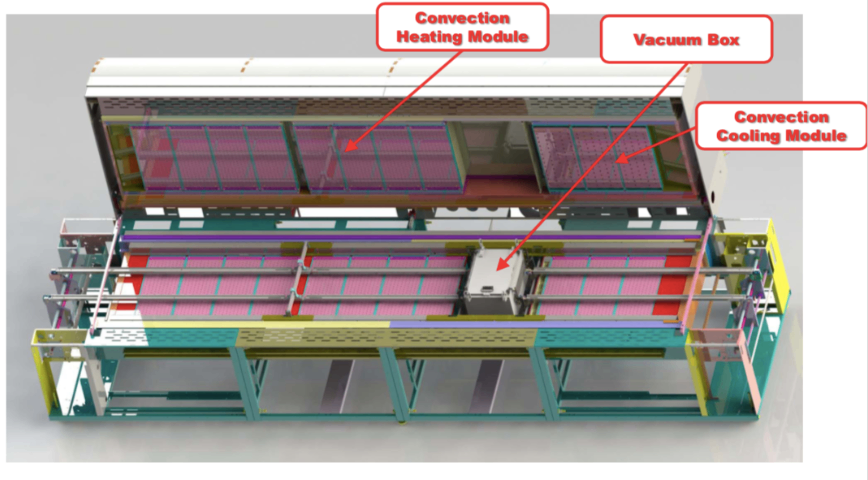
回流焊和波峰焊在電子制造業(yè)中都是常見(jiàn)的焊接技術(shù)����,它們之間存在明顯的區(qū)別,但也有一定的聯(lián)系�。區(qū)別焊接方式:回流焊:將錫膏印刷在PCB板的焊盤(pán)上,把表面貼裝元件放在錫膏上����,之后通過(guò)加熱使錫膏熔化再凝固來(lái)實(shí)現(xiàn)焊接。這種方式主要適用于表面貼裝元件(SMD)���。波峰焊:讓插裝元件引腳穿過(guò)PCB板孔后�,通過(guò)傳送系統(tǒng)使PCB板經(jīng)過(guò)熔化的焊料波峰���,引腳被焊料包裹從而完成焊接�。這種方式主要適用于有引腳的插裝式元件(DIP)�����。適用元件類(lèi)型:回流焊:側(cè)重于焊接無(wú)引腳或引腳極短的表面貼裝元件,如芯片��、貼片電容和電阻等�����。波峰焊:主要適用于有引腳的插裝式元件��,如傳統(tǒng)的直插式電容�����、電阻等����。設(shè)備構(gòu)造與工藝過(guò)程:回流焊設(shè)備:主要是具有多個(gè)溫區(qū)的回流焊爐��,包括預(yù)熱區(qū)���、保溫區(qū)�����、回流區(qū)和冷卻區(qū)��。其過(guò)程是先印刷錫膏�����、放置元件���,然后在爐中按設(shè)定溫度曲線加熱和冷卻���。波峰焊設(shè)備:有傳送裝置、助焊劑涂覆裝置��、預(yù)熱區(qū)和焊料槽���。工作時(shí)�,PCB板先涂覆助焊劑�����,預(yù)熱后經(jīng)過(guò)焊料波峰���。焊接質(zhì)量:回流焊:能夠精細(xì)控制溫度��,焊點(diǎn)質(zhì)量高且形狀規(guī)則���,但對(duì)大型���、較重的元件焊接強(qiáng)度可能稍遜一籌。波峰焊:容易出現(xiàn)焊料橋接�、虛焊等問(wèn)題�,尤其引腳間距小的時(shí)候。不過(guò)�,隨著技術(shù)的發(fā)展。
Heller回流焊的歷史HellerIndustries公司成立于1960年����,并在1980年***創(chuàng)了對(duì)流回流焊接技術(shù),成為該領(lǐng)域的先驅(qū)���。自那時(shí)以來(lái)�����,Heller一直致力于回流焊技術(shù)的創(chuàng)新和完善����,以滿足客戶不斷變化的需求���。在1984年�����,Heller初創(chuàng)了對(duì)流式回流焊接����,這一創(chuàng)新為全球的EMS(電子制造服務(wù))和裝配廠提供了各種解決方案。此后���,Heller繼續(xù)帶領(lǐng)回流焊技術(shù)的發(fā)展�����,通過(guò)與客戶合作���,不斷完善系統(tǒng)以滿足更高級(jí)的應(yīng)用要求。隨著技術(shù)的不斷進(jìn)步��,Heller在回流焊領(lǐng)域取得了多項(xiàng)重要發(fā)明和創(chuàng)新�。例如,Heller率先用于對(duì)流回流焊爐的無(wú)水/無(wú)過(guò)濾器助焊劑分離系統(tǒng)��,這一發(fā)明不僅贏得了享有盛譽(yù)的回流焊接創(chuàng)新愿景獎(jiǎng)����,更重要的是將回流焊爐的維護(hù)間隔從幾周延長(zhǎng)到幾個(gè)月�����,極大降低了維護(hù)成本�。此外��,Heller還憑借其低耗氮量和低耗電量設(shè)計(jì)�����,在業(yè)內(nèi)以很低的價(jià)格成本擁有了業(yè)界帶領(lǐng)的回流回爐�。這種深厚的工程專業(yè)知識(shí)與專注于區(qū)域制造和優(yōu)越中心的商業(yè)模式相結(jié)合�����,使Heller在競(jìng)爭(zhēng)中脫穎而出�����,成為業(yè)界對(duì)流回流焊爐和回流焊機(jī)解決方案的推薦�。
回流焊工藝,自動(dòng)化生產(chǎn)���,降低人力成本�,提升焊接效率。

回流焊和波峰焊在電子制造業(yè)中都有寬泛的應(yīng)用��,它們各自具有獨(dú)特的優(yōu)缺點(diǎn)�����?;亓骱傅膬?yōu)缺點(diǎn)優(yōu)點(diǎn):高精度和高密度:回流焊特別適用于小型化、高密度的電路板設(shè)計(jì)����,能夠提供精確的焊接位置和優(yōu)異的焊接質(zhì)量。寬泛的適用性:回流焊可以焊接各種尺寸和形狀的電子元件����,包括貼片元件和插件元件。良好的溫度控制:回流焊過(guò)程中的溫度控制非常精確�����,有助于減少焊接缺陷�,提高焊接質(zhì)量。環(huán)保:回流焊通常采用無(wú)鉛錫膏�,符合環(huán)保要求�����,對(duì)環(huán)境影響較小�����。節(jié)省材料:回流焊過(guò)程中錫膏的使用量較少���,有助于降低生產(chǎn)成本。缺點(diǎn):成本較高:回流焊設(shè)備的成本相對(duì)較高�����,對(duì)初期投資較大的企業(yè)來(lái)說(shuō)可能是一個(gè)挑戰(zhàn)�����。技能要求高:回流焊對(duì)操作人員的技能要求較高���,需要精確控制焊接參數(shù)以避免焊接缺陷。熱應(yīng)力問(wèn)題:回流焊過(guò)程中�,電子元件和印刷電路板需要承受較高的溫度,可能導(dǎo)致熱應(yīng)力問(wèn)題�,影響產(chǎn)品的性能和可靠性�。
回流焊工藝����,自動(dòng)化焊接,確保焊接質(zhì)量�����,適用于多種電子元件��。全國(guó)HELLER回流焊服務(wù)手冊(cè)
回流焊�����,利用高溫氣流熔化焊錫��,實(shí)現(xiàn)電子產(chǎn)品的可靠連接�。HELLER回流焊功能
回流焊表面貼裝技術(shù)是一種常見(jiàn)的電子制造工藝,主要用于將表面貼裝元件(SMD)焊接到印刷電路板(PCB)上��。以下是對(duì)該技術(shù)的詳細(xì)介紹:一�、基本原理回流焊表面貼裝技術(shù)的基本原理是利用加熱系統(tǒng)將焊接區(qū)域加熱至錫膏熔化的溫度,使錫膏與電子元件和印刷電路板之間形成可靠的電氣連接�����。回流焊過(guò)程通常包括預(yù)熱�����、熔化(吸熱)����、回流和冷卻四個(gè)階段。預(yù)熱階段:將電路板緩慢加熱至錫膏熔化的溫度�����,以避免熱應(yīng)力損傷電子元件����。預(yù)熱區(qū)的溫度通常維持在60℃至130℃之間。熔化(吸熱)階段:錫膏加熱至熔化溫度���,形成熔融態(tài)的焊料。此階段需要保持一定的溫度和時(shí)間�����,確保焊膏充分熔化并均勻覆蓋焊盤(pán)和元件引腳�����,形成良好的潤(rùn)濕效果?�;亓麟A段:熔融態(tài)的焊料在進(jìn)一步加熱***動(dòng)并與電子元件和印刷電路板的焊盤(pán)接觸�����,形成電氣連接���。這是整個(gè)回流焊工藝中的重心環(huán)節(jié)����,溫度迅速上升至焊膏的熔點(diǎn)以上�����,使焊膏完全熔化并與焊盤(pán)和元件引腳形成液相焊接區(qū)�。回流區(qū)的溫度設(shè)置取決于錫膏的熔點(diǎn)�����,一般在245℃左右。冷卻階段:降低溫度使焊料凝固����,完成焊接過(guò)程。冷卻過(guò)程需要控制得當(dāng)��,以確保焊點(diǎn)迅速凝固并增強(qiáng)焊接的可靠性��。冷卻速率對(duì)焊點(diǎn)的強(qiáng)度和外觀有直接影響���。
HELLER回流焊功能