回流焊設(shè)備預(yù)熱區(qū)的溫度設(shè)置是一個(gè)關(guān)鍵參數(shù),它直接影響到焊接質(zhì)量和PCB(印制電路板)的熱應(yīng)力分布���。以下是對(duì)預(yù)熱區(qū)溫度設(shè)置的詳細(xì)解析:一���、預(yù)熱區(qū)溫度設(shè)置原則根據(jù)PCB和元器件特性:預(yù)熱區(qū)的溫度設(shè)置應(yīng)考慮到PCB的材質(zhì)��、厚度以及所搭載元器件的耐熱性和熱容量��。較薄的PCB或熱容量較小的元器件可能需要較低的預(yù)熱溫度�,以避免過(guò)度加熱導(dǎo)致變形或損壞�����。焊膏要求:不同品牌和類型的焊膏對(duì)預(yù)熱溫度有不同的要求���。應(yīng)根據(jù)焊膏供應(yīng)商提供的推薦溫度曲線來(lái)設(shè)置預(yù)熱區(qū)溫度����,以確保焊膏中的助焊劑能夠充分活化�,并減少焊接缺陷。溫度上升速率:預(yù)熱區(qū)的溫度上升速率也是一個(gè)重要參數(shù)�,通常建議控制在較慢的速率��,以減少熱應(yīng)力和焊接缺陷�。推薦的上升速率可能在℃/秒至4℃/秒之間��,具體取決于焊接工藝的要求和PCB的復(fù)雜性�。二�����、預(yù)熱區(qū)溫度設(shè)置范圍預(yù)熱區(qū)的溫度設(shè)置范圍通常在80℃至190℃之間�����,但具體數(shù)值可能因上述因素而有所不同����。以下是一些常見(jiàn)的設(shè)置范圍:較低范圍:80℃至130℃,適用于較薄的PCB或熱容量較小的元器件����。中等范圍:130℃至160℃,適用于大多數(shù)標(biāo)準(zhǔn)的PCB和元器件����。較高范圍:160℃至190℃,適用于較厚的PCB或熱容量較大的元器件���。
回流焊技術(shù)����,實(shí)現(xiàn)電子元件與PCB的精確、高效連接�。真空回流焊設(shè)備

波峰焊的優(yōu)缺點(diǎn)優(yōu)點(diǎn):高效率:波峰焊能在短時(shí)間內(nèi)完成焊接過(guò)程,適用于大規(guī)模生產(chǎn)�����,可以顯著提高生產(chǎn)效率����。低成本:波峰焊的設(shè)備成本相對(duì)較低,操作簡(jiǎn)便����,適合大規(guī)模生產(chǎn),有助于降低生產(chǎn)成本�。適合插件元件:波峰焊對(duì)于插件元件的焊接具有天然的優(yōu)勢(shì),能夠確保焊料充分填充通孔����,提供強(qiáng)大的機(jī)械強(qiáng)度和良好的電氣連接。缺點(diǎn):局限性:波峰焊不適用于純表面貼裝的電路板����,對(duì)于小型化、精密化的電子元器件來(lái)說(shuō)�����,焊接效果可能稍遜于回流焊�����。熱敏感元件易受損:波峰焊的高溫可能對(duì)熱敏感元件造成損傷�。不良率較高:波峰焊的產(chǎn)品可能存在焊接短路、焊接不潤(rùn)濕��、焊點(diǎn)上有空洞等不良缺陷����,不良率有時(shí)較高。環(huán)保問(wèn)題:雖然波峰焊使用的焊料可以是環(huán)保焊錫線�����,但焊接后的清洗過(guò)程可能對(duì)環(huán)境造成一定的影響����。
全國(guó)半導(dǎo)體回流焊回流焊,精確焊接����,確保焊接點(diǎn)無(wú)缺陷�,提升電子產(chǎn)品品質(zhì)���。
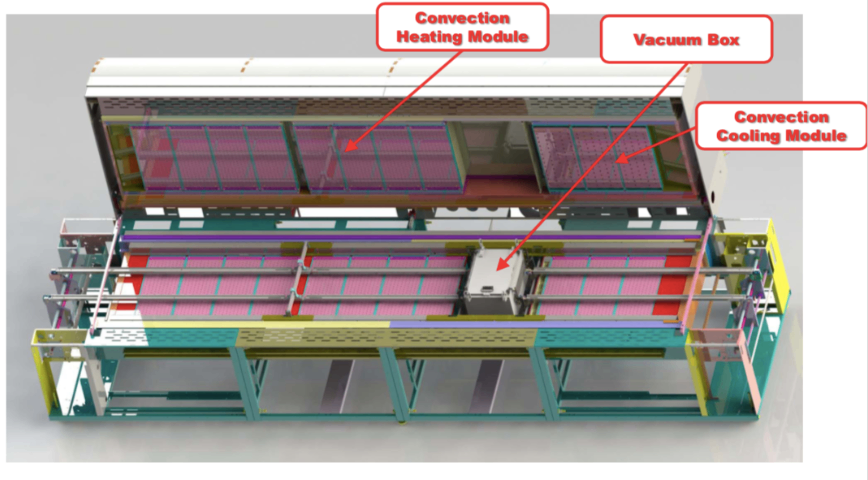
Heller回流焊:盡管Heller回流焊的初期投資可能較高���,但其長(zhǎng)期成本效益卻非常明顯。由于采用了先進(jìn)的加熱和冷卻技術(shù)��,Heller回流焊能夠大幅度降低氮?dú)庀牧亢秃碾娏?����,從而降低生產(chǎn)成本����。此外,其優(yōu)越的性能和穩(wěn)定性也有助于減少返工和維修費(fèi)用���。傳統(tǒng)回流焊:傳統(tǒng)回流焊在成本效益方面可能不如Heller回流焊���。由于其加熱和冷卻系統(tǒng)的效率較低,導(dǎo)致氮?dú)庀牧亢秃碾娏枯^高,從而增加了生產(chǎn)成本��。同時(shí)�,其性能和穩(wěn)定性方面的局限性也可能導(dǎo)致返工和維修費(fèi)用的增加。四����、適用場(chǎng)景Heller回流焊:Heller回流焊適用于對(duì)焊接質(zhì)量和工藝穩(wěn)定性要求較高的場(chǎng)景�����。例如���,在質(zhì)優(yōu)電子產(chǎn)品制造���、航空航天、汽車電子等領(lǐng)域���,Heller回流焊能夠提供精確的溫度控制和穩(wěn)定的焊接效果��,滿足高質(zhì)量和高可靠性的需求�。傳統(tǒng)回流焊:傳統(tǒng)回流焊則更適用于對(duì)焊接質(zhì)量和工藝穩(wěn)定性要求相對(duì)較低的場(chǎng)景�����。例如,在一些低端電子產(chǎn)品制造或簡(jiǎn)單組裝工藝中��,傳統(tǒng)回流焊可能足夠滿足需求����。然而,在要求更高的場(chǎng)景中��,傳統(tǒng)回流焊可能無(wú)法滿足質(zhì)量和穩(wěn)定性的要求����。綜上所述,Heller回流焊與傳統(tǒng)回流焊之間存在明顯的區(qū)別���。
回流焊溫度對(duì)電路板的影響主要體現(xiàn)在以下幾個(gè)方面:元器件可靠性熱沖擊損傷:對(duì)溫度敏感的元器件���,如某些塑料封裝的芯片,若回流焊溫度控制不當(dāng)����,可能會(huì)因熱沖擊而損壞。適當(dāng)?shù)念A(yù)熱可以減少這些元器件在后續(xù)高溫區(qū)所受的熱沖擊����。性能劣化:長(zhǎng)時(shí)間處于高溫環(huán)境下����,一些元器件可能會(huì)因性能劣化而影響其使用壽命����。例如,功率元器件雖然能夠承受較高的溫度��,但如果回流焊溫度過(guò)高且持續(xù)時(shí)間過(guò)長(zhǎng)���,也可能會(huì)影響其性能和壽命。四�、焊接不良與返工焊接不充分:若保溫溫度偏低,錫膏不能充分軟化和流動(dòng)����,會(huì)導(dǎo)致焊接時(shí)錫膏不能很好地填充引腳和焊盤之間的間隙,容易造成焊接不充分�。焊接過(guò)度:溫度過(guò)高或保溫時(shí)間過(guò)長(zhǎng)則可能使錫膏過(guò)早干涸或過(guò)度氧化,同樣會(huì)引發(fā)焊接不良��。這些焊接問(wèn)題往往需要進(jìn)行返工處理�����,增加了生產(chǎn)成本和時(shí)間成本。綜上所述����,回流焊溫度對(duì)電路板的影響深遠(yuǎn)且復(fù)雜。為確保焊接質(zhì)量和電路板性能���,必須精確控制回流焊各溫區(qū)的溫度��,并綜合考慮電路板的結(jié)構(gòu)特點(diǎn)���、元器件的類型以及具體的焊接需求。
高效精確的回流焊工藝��,保障電子產(chǎn)品焊接質(zhì)量�,提升生產(chǎn)自動(dòng)化水平。
回流焊爐溫曲線通常分為以下幾個(gè)階段:預(yù)熱階段:此階段焊盤�����、焊料和器件應(yīng)逐漸升溫����,釋放內(nèi)部應(yīng)力��,同時(shí)控制升溫速度��,避免熱沖擊�。預(yù)熱區(qū)的溫度通常從室溫開(kāi)始����,逐漸升溫至一個(gè)較低的溫度范圍(如120°C~150°C),升溫速率一般控制在1°C/s至3°C/s之間����,也有說(shuō)法認(rèn)為較大不能超過(guò)4°C/s,一般為2°C/s��。預(yù)熱的主要目的是使電路板上的溫度均勻上升����,避免由于急劇升溫而產(chǎn)生熱沖擊��,同時(shí)使焊膏中的溶劑揮發(fā)�。恒溫(浸潤(rùn))階段:此階段應(yīng)達(dá)到電路板與零組件的內(nèi)外均溫,并趕走溶劑避免濺錫���。恒溫區(qū)的溫度通常維持在錫膏熔點(diǎn)以下的一個(gè)穩(wěn)定溫度范圍(如150°C±10°C)��,保持一段時(shí)間使較大元件的溫度趕上較小元件的溫度��,并保證焊膏中的助焊劑得到充分揮發(fā)�����。該區(qū)域除了加熱外���,另外一個(gè)主要目的是花費(fèi)較長(zhǎng)的時(shí)間來(lái)使板內(nèi)的所有器件達(dá)到熱平衡����,利于正板焊接質(zhì)量�����。峰溫(回流)強(qiáng)熱段:焊盤�����、焊料和器件的溫度迅速上升至較高點(diǎn)�,使焊料完全融化,并形成良好的焊點(diǎn)�。較高溫度和保持時(shí)間應(yīng)嚴(yán)格控制,防止過(guò)熱�����。回流區(qū)的溫度通常設(shè)置為焊膏熔點(diǎn)溫度加20°C至40°C����,無(wú)鉛工藝峰值溫度一般為235°C至245°C?���;亓鲿r(shí)間不要過(guò)長(zhǎng),以防對(duì)SMD造成不良�����。此階段是焊接過(guò)程中的關(guān)鍵���。
回流焊:通過(guò)精確控溫�����,實(shí)現(xiàn)電子元件與PCB的精確焊接。全國(guó)半導(dǎo)體回流焊
回流焊工藝�����,確保焊接點(diǎn)牢固,提升電子產(chǎn)品使用壽命�。真空回流焊設(shè)備
固態(tài)焊接的優(yōu)缺點(diǎn)優(yōu)點(diǎn):不熔化材料:固態(tài)焊接過(guò)程中材料不熔化,焊接區(qū)的微觀結(jié)構(gòu)變化很小�����,力學(xué)性能損失很少���。適合異種材料焊接:固態(tài)焊接能比較大限度地實(shí)現(xiàn)先進(jìn)材料及迥異材料間的高質(zhì)量精密連接��,如非金屬材料���、難熔金屬與復(fù)合材料的焊接。高質(zhì)量連接:固態(tài)焊接可以產(chǎn)生由整個(gè)接觸面組成的焊接接頭��,而不是像熔焊接操作中的斑點(diǎn)或縫一樣����,連接質(zhì)量高。缺點(diǎn):工藝限制:固態(tài)焊接的適用范圍相對(duì)有限����,可能不適用于所有類型的材料和焊接需求。設(shè)備復(fù)雜:某些固態(tài)焊接方法(如擴(kuò)散焊)需要復(fù)雜的設(shè)備和工藝控制�,增加了操作難度和成本��。生產(chǎn)效率:與回流焊相比���,固態(tài)焊接的生產(chǎn)效率可能較低,特別是在大規(guī)模生產(chǎn)中��??偨Y(jié)回流焊和固態(tài)焊接各有其獨(dú)特的優(yōu)缺點(diǎn)。在選擇焊接技術(shù)時(shí)�����,需要根據(jù)具體的應(yīng)用場(chǎng)景���、材料類型����、焊接質(zhì)量要求和生產(chǎn)成本等因素進(jìn)行綜合考慮���。對(duì)于需要大批量生產(chǎn)�����、高密度電子元件焊接的場(chǎng)景�����,回流焊可能更為合適�����。而對(duì)于需要焊接異種材料或保持材料力學(xué)性能的場(chǎng)景�����,固態(tài)焊接可能更具優(yōu)勢(shì)����。
真空回流焊設(shè)備